1.找一臺帶有RS485通訊模塊的S7-1200PLC和一臺V20變頻器。
2.將RS485模塊與V20變頻器相連,接線的方法是紅色線接P+,綠色線接N-。

3.設置V20的變頻器參數。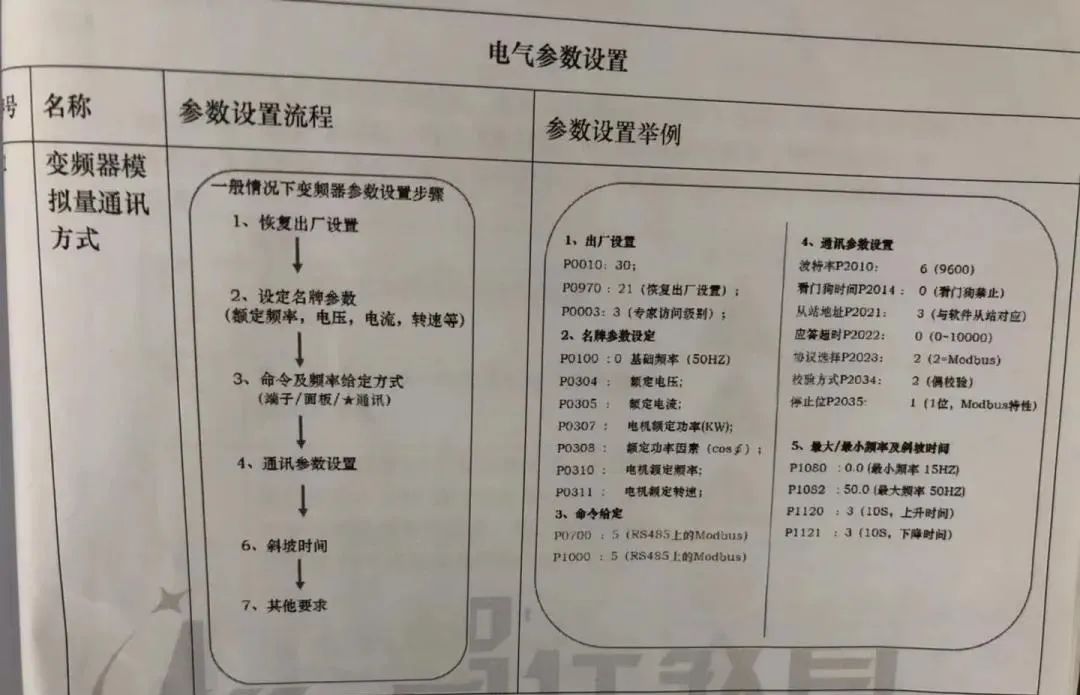
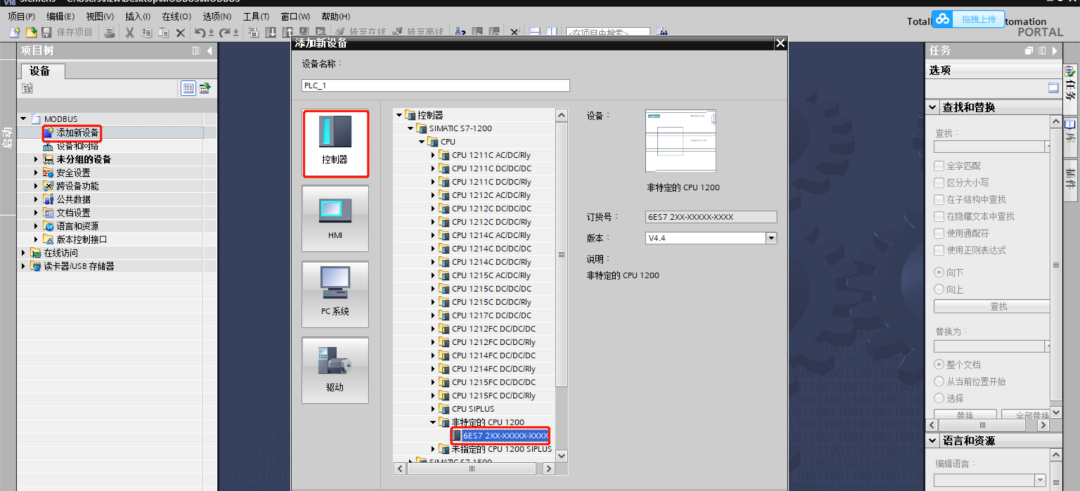
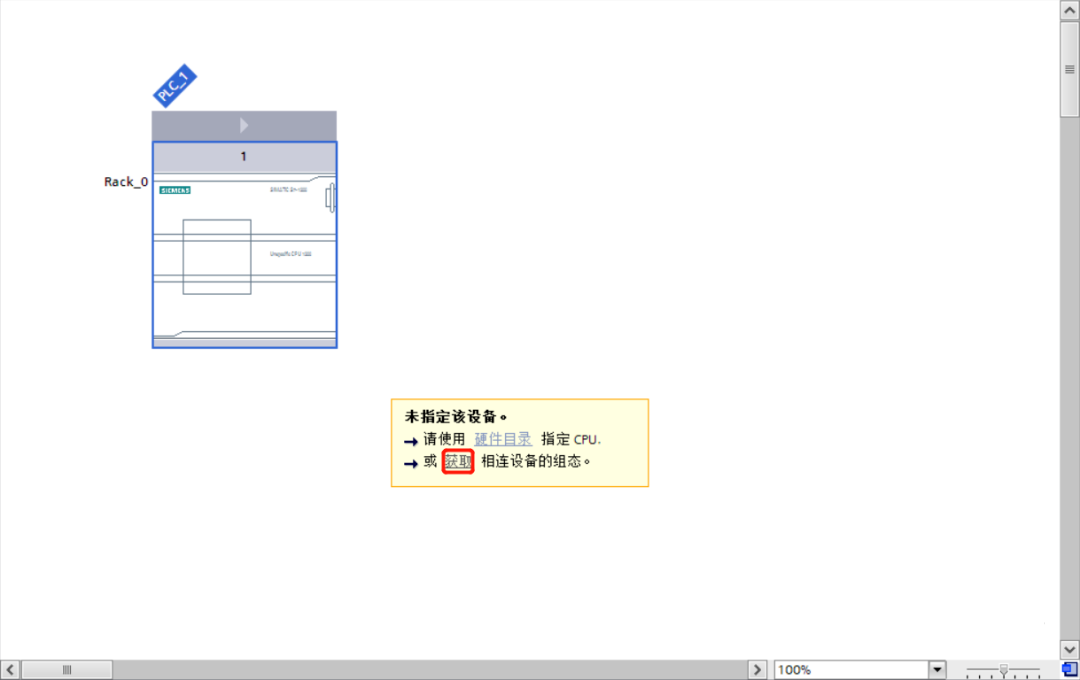
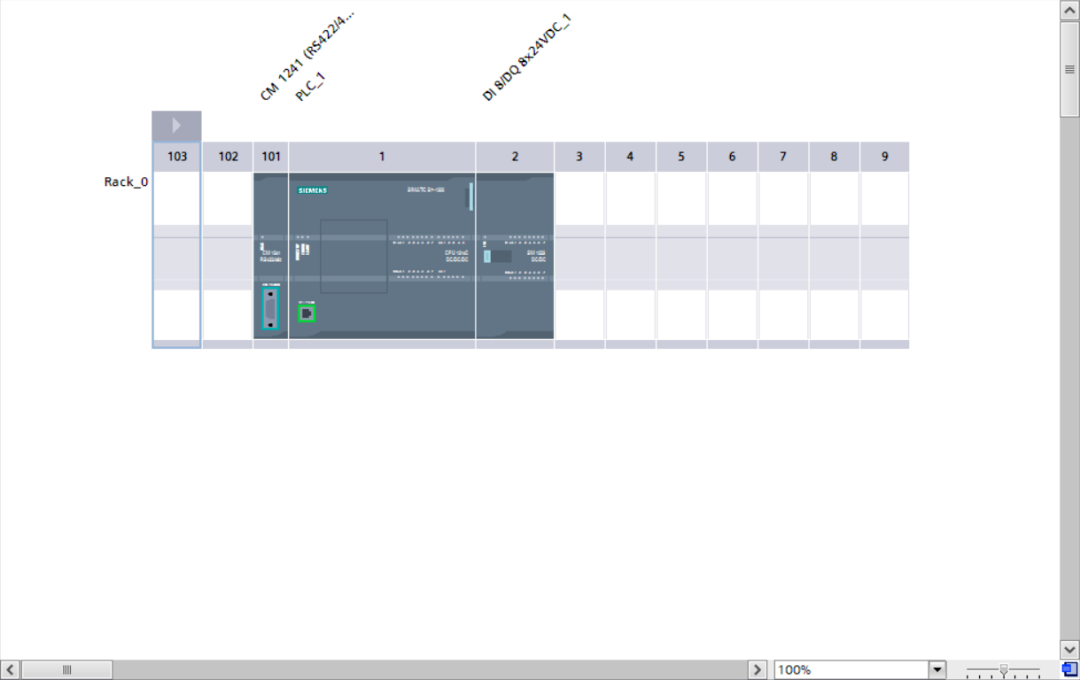
4.創建博途項目并上傳S7-1200PLC的硬件組態。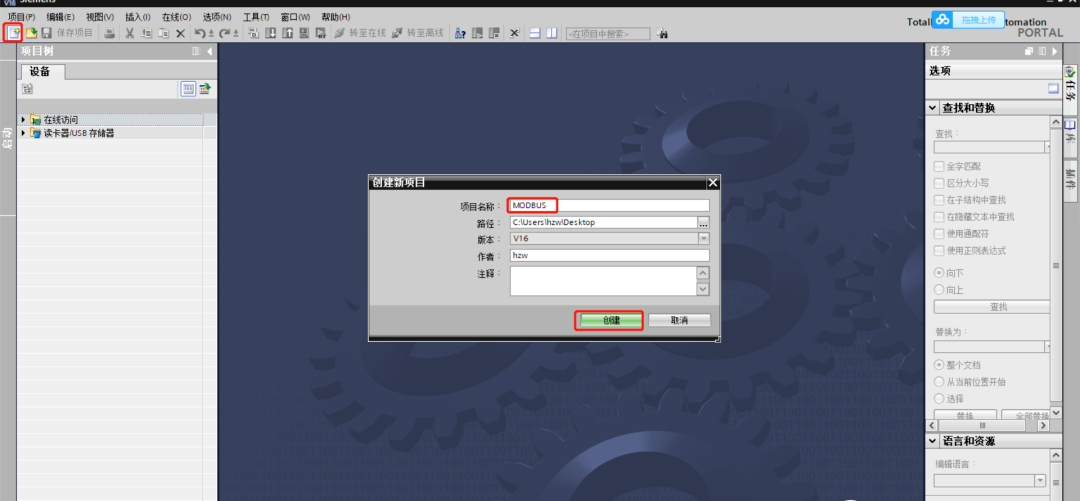
5.設置RS485模塊的參數,模塊的通訊參數要與V20設置的通訊參數要一致,我這里設置的是9600,8,偶。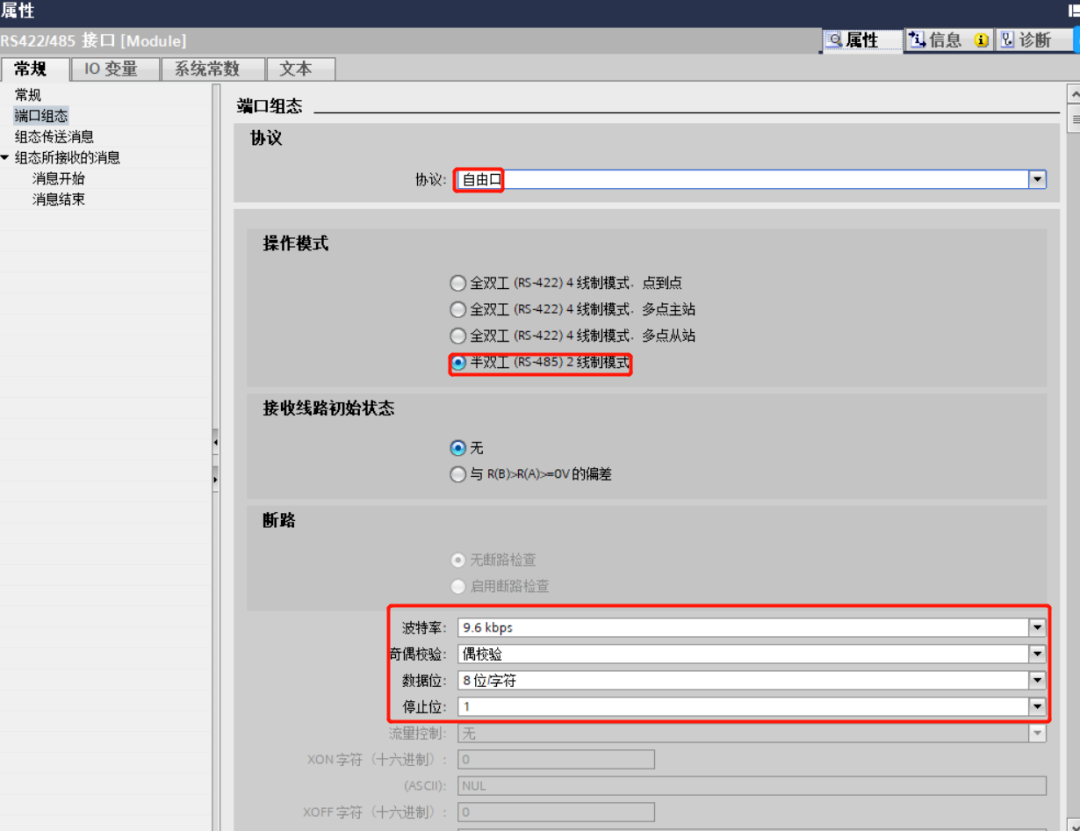
6.添加Modbus通訊指令。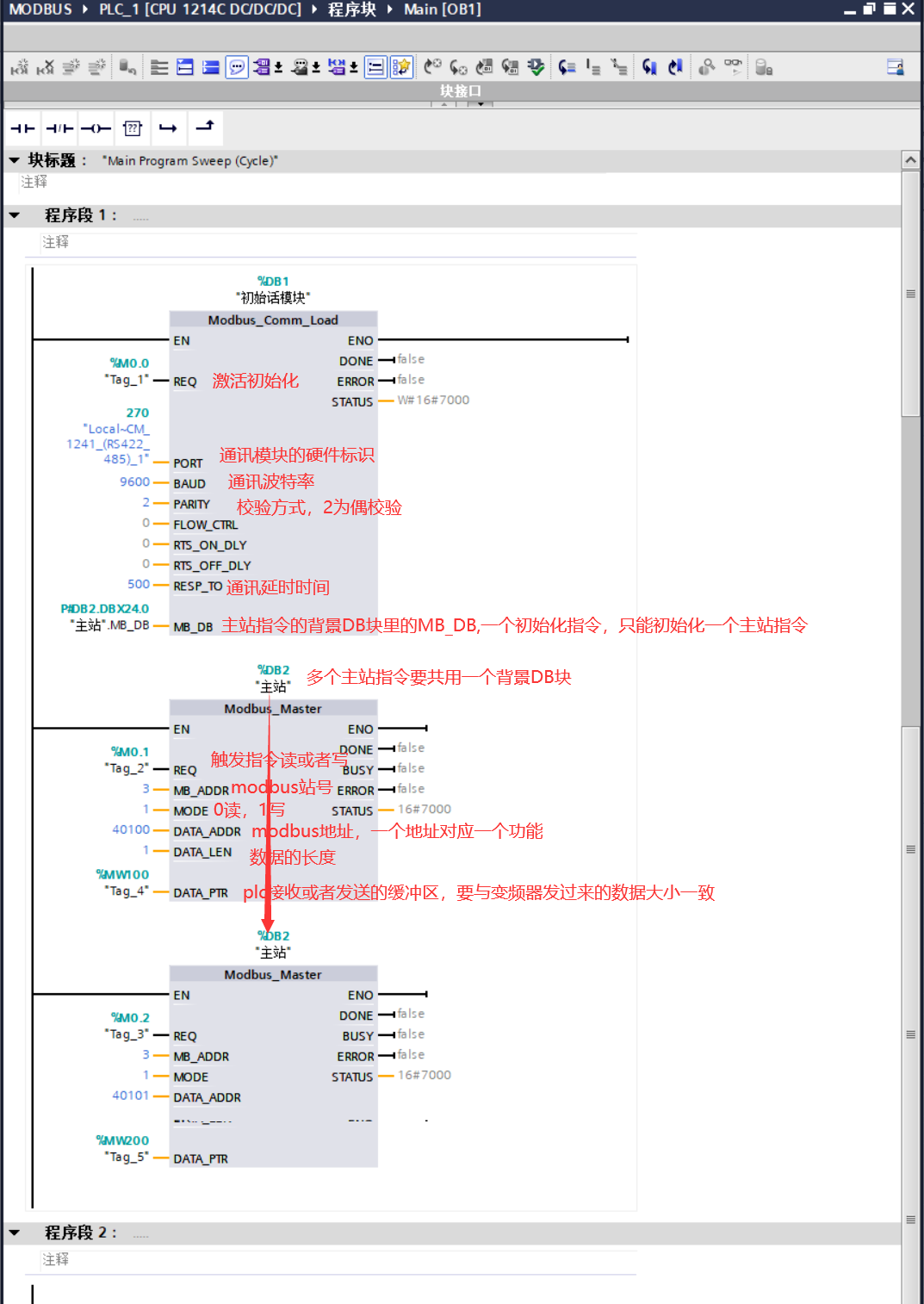
7.修改初始化指令背景DB里的mode參數為4。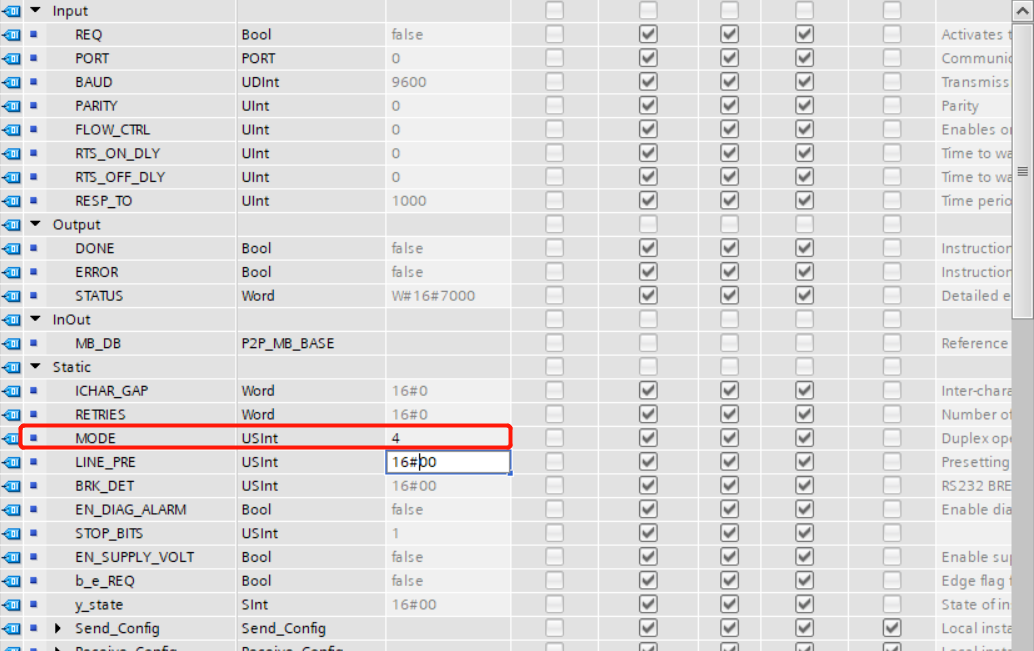
8.程序測試,電機正常啟動停止,其中modbus地址為40100的地址為命令源,047E為停止,047F為正轉,0C7F為反轉,地址為40100的地址為頻率源,16#0-16#4000對應0Hz-50Hz。
9.可以通過觀察模塊的通訊指示燈可以觀察通訊是否成功,如果TX,RX交替閃爍即為通訊成功。

上一篇:PLC控制柜設計原則及構成框圖
下一篇:深入解析PLC通信關鍵技術方案
推薦閱讀最新更新時間:2025-05-19 12:14
巴圖自動化Profinet協議轉Modbus協議模塊接稱重模塊與PLC通訊

巴圖自動化Profinet協議轉Modbus協議模塊(BT-MDPN10)是一種能夠實現Modbus協議和Profinet協議之間轉換的設備。Profinet協議轉Modbus協議模塊可提供單個或多個RS485接口,使得不同設備之間可以順利進行通信,進一步提升了工業自動化程度。 通過使用巴圖自動化Profinet協議轉Modbus協議模塊(BT-MDPN10),實現稱重設備與工控機之間的通訊,涉及一系列配置和連接步驟。 一、設備選擇與準備 選擇Profinet協議轉Modbus協議模塊(BT-MDPN10):Profinet協議轉Modbus協議模塊支持稱重設備的Modbus協議以及工控機所使用的Profinet協議。 準
[嵌入式]
S7-1200與S7-300的以太網通信技術分析
在 S7-300 主站控制器和多個 S7-1200 從站之間,通過工業以太網 (IE) 進行確定性的數據傳輸 (例如,用于時間同步)。 對于確定性數據傳輸,主站依次與每個從站交換數據。應該在任務 A中通過S7-通 信、 在任務 B中通過開放式 TCP/IP (T-通信)進行數據交換。 圖 01 展示了兩個任務的演示設置,在此 S7-300 主站是與兩個 S7-1200 從站進行通信。 圖 01 S7-300 緊湊型控制器 CPU 315-2PN/DP 使用 STEP 7 V5.4 + SP5 + HF1 編程用戶界面進行組態。 S7-1200 緊湊型控制器使用 STEP 7 Basic V10.5 SP2 編程用戶界面進
[嵌入式]
PLC遠程上下載程序如何實現?plc遠程維護方案
準備工作 一臺可聯網操作的電腦 一臺單網口的遠程透傳網關及博達遠程透傳配置工具 網線一條,用于實現網絡連接和連接PLC 一臺三菱FX3C或FX3U PLC及其編程軟件 一根232轉換線、232轉換頭及連接線 一張4G卡或WIFI天線實現通訊(使用4G聯網則插入4G SIM卡,WIFI聯網則將WIFI天線插入USB口) 第一步 配置靜態IP 將網關通電,用網線將網關和電腦進行連接; 將232轉換頭連接至232轉換線,232轉換線的圓口插入PLC中,再使用連接線連接網關對應的COM口(無法連接成功可嘗試反接) 如圖所示:232轉換頭的TX接接網關上的TX,RX接網關上的RX,GND地接網關上的GND 注:如果不是使用轉換線,
[嵌入式]
什么是PLC的故障診斷功能?
PLC的故障診斷功能是指PLC系統能夠自動檢測、識別和報告設備或系統中潛在或已經發生的故障,從而幫助用戶及時采取相應措施進行修復,確保生產過程的穩定和安全。 PLC的故障診斷功能主要包括以下幾個方面: (1)輸入/輸出信號檢測:PLC可以接收并解析傳感器反饋的信號,監測傳感器是否正常工作。如果出現信號異常或傳感器故障,PLC會發出相應的報警并記錄故障信息,供用戶進一步分析和排除故障。 (2)通信狀態監測:PLC與其他設備(如人機界面、外部系統等)之間通過通信進行數據交換。PLC能夠檢測通信鏈路的連接狀態和通信質量,并根據預定的條件判斷是否存在通信故障,及時發出警報。 (3)內部電路和組件故障檢測:PLC內部的電路和組件(如CP
[嵌入式]
西門子PLC的5種標準的編程語言
PLC目前有5種標準的編程語言,包括圖形化編程語言和文本化編程語言。 圖形化編程語言包括: 梯形圖(LD-Ladder Diagram); 功能塊圖(FBD - Function Block Diagram); 順序功能圖(SFC - Sequential Function Chart)。 文本化編程語言包括: 指令表(IL-Instruction List)& 結構化文本(ST-Strutured Text)。 IEC 1131-3的編程語言是IEC工作組 對世界范圍的PLC廠家的編程語言合理地吸收、借鑒的基礎上形成的一套針對工業控制系統的國際編程語言標準。它不但適用于PLC系統,而且還適用于更廣泛的工業控
[嵌入式]
基于工業機器人與PLC的自動化打磨集成工作站
0 引言 在“中國制造2025”戰略背景下,以工業機器人應用為核心的智能制造工廠近年來得到了極大的發展 。隨著機器人易用性、穩定性及智能化水平的不斷提升,大批量加工作業采用工業機器人自動化生產方式不但可以極大地提高生產效率,還可以極大地提高良品率和生產穩定性,是未來制造業轉型升級的重要發展方向 。 傳統的人工打磨方式存在許多劣勢,如對操作人員加工技能水準要求較高,導致生產效率低、人工成本高,且由于人工技術水平不一,零件打磨質量一致性也難以得到保證。目前,基于工業機器人的自動打磨技術在很多領域有所運用,例如練琛等人設計了工業機器人與臺磨機的協同打磨系統,可以完成普通工件的打磨 ;浙江工業大學的黃琴設計了基于工業機器人的水龍頭拋光
[嵌入式]
F型PLC數據類型與標準PLC數據類型(UDT)之間的差別在哪?
可以像使用標準 PLC 數據類型 (UDT) 那樣,聲明和使用 F 型 PLC 數據類型 (UDT) 。可以在安全程序中以及標準用戶程序中使用 F 型 PLC 數據類型 (UDT) 。 本章介紹了與標準 PLC 數據類型 (UDT) 之間的差別。 有關使用和聲明標準 PLC 數據類型 (UDT) 的信息,請參見 STEP 7 幫助中的“聲明 PLC 數據類型” 。 聲明 F 型 PLC 數據類型 (UDT) 可以像聲明 PL C 數據類型 ( UDT) 那樣,聲明 F 型 PLC 數據類型 (UDT) 。 聲明步驟如下: 1. 單擊項目樹的“PLC 數據類型”(PLC Data Types) 文件夾中的“添加新 PLC 數據類
[嵌入式]
PLC怎么控制伺服電機
在回答這個問題之前,首先要清楚伺服電機的用途,相對于普通的電機來說,伺服電機主要用于精確定位,因此大家通常所說的控制伺服,其實就是對伺服電機的位置控制。其實,伺服電機還用另外兩種工作模式,那就是速度控制和轉矩控制,不過應用比較少而已。 速度控制一般都是有變頻器實現,用伺服電機做速度控制,一般是用于快速加減速或是速度精準控制的場合,因為相對于變頻器,伺服電機可以在幾毫米內達到幾千轉,由于伺服都是閉環的,速度非常穩定。轉矩控制主要是 控制伺服電機的輸出轉矩,同樣是因為伺服電機的響應快。應用以上兩種控制,可以把伺服驅動器當成變頻器,一般都是用模擬量控制。 伺服電機最主要的應用還是定位控制,位置控制有兩個物理量需要控制,那就是速度
[嵌入式]
 ABB機器人資料包(超級全面)
ABB機器人資料包(超級全面) 中型PLC編程手冊(運動控制篇)
中型PLC編程手冊(運動控制篇) 電子工程師必讀元器件與技術
電子工程師必讀元器件與技術
小廣播
熱門活動
換一批
更多
最新嵌入式文章

更多開源項目推薦
- 11111111111111
- Protues仿真實例(8051)-4x4行列鍵盤
- 使用 MaxLinear, Inc 的 SP6640 的參考設計
- ch552g核心板
- LTC3622EMSE 5V/3.3V 串聯輸出、突發模式操作中的降壓穩壓器的典型應用電路
- EVAL-AD7401AEDZ、AD7401A 用于數據采集系統的 16 位、20 MSPS ADC 評估板
- LTC3612EUDC 演示板、3A、4MHz、單片同步降壓穩壓器
- LT6656ACDC-2.048、2.048V 2 端子電壓基準電流源的典型應用
- AM2M-2424DH30-NZ ±24 Vout、2W 雙路輸出 DC-DC 轉換器的典型應用
- AM3G-0515SZ 15V 3 瓦 DC/DC 轉換器的典型應用






更多熱門文章
更多每日新聞
05月22日歷史上的今天
廠商技術中心







 京公網安備 11010802033920號
京公網安備 11010802033920號