鐵心連接工藝的分類
電機作為將電能轉化為機械能的裝置,已廣泛應用于工業設備中,如電動汽車、電動飛機、電動船舶等。硅鋼是一種高硅(2-5.5wt%Si)薄帶(0.2-0.65mm)鋼,是電機定子和轉子中最常用的軟磁性材料。在鐵中加入硅會降低矯頑力、增加電阻率。此外,在交變磁場環境中,薄帶厚度的減少可降低硅鋼的渦流損失。電機的定子和轉子鐵心由數百張硅鋼疊裝制成,可以減少渦流損失,提高效率。在電機應用中,疊片鐵心兩側均有絕緣涂層,以阻斷層間渦流。通常,硅鋼鐵心疊裝的目的是確保疊裝片的機械強度,而連接工藝往往會帶來絕緣涂層的損傷、微觀結構的變化、殘余應力的引入等,從而引起磁性能的退化,因此在機械強度和磁性能之間的權衡是一個巨大的挑戰。此外,硅鋼的疊裝結構不同于傳統的重疊或對接,研究硅鋼疊裝連接工藝對加快高質量電機制造至關重要。圖1顯示了Scopus數據庫中關于硅鋼疊裝連接工藝技術的論文數量。如圖所示,這是一個近十年來快速發展的新興研究課題。

圖1
1.具有代表性的鐵心連接工藝
目前,疊片鐵心的連接工藝一般可分為三種類型:膠接、機械連接和熔焊,如圖2所示。膠接法的優點是不破壞絕緣涂層,粘接后的鐵損增加較少,是組裝疊片的最佳方法之一。使用膠接硅鋼片之間可以保持良好的電絕緣性,同時有效減少片層間的振動和摩擦,從而降低噪聲,此外膠粘劑在固化后具有良好的導熱性能,可以幫助電機在運行過程中散發熱量。一般來說,膠水的成分因供應商而異,包括有機膠、無機膠及兩者的組合。然而,該技術大規模應用的最大障礙是在電機運行過程中,高溫的周期性負荷條件下粘附力出現機械故障。此外,其成本也高于其他連接工藝。
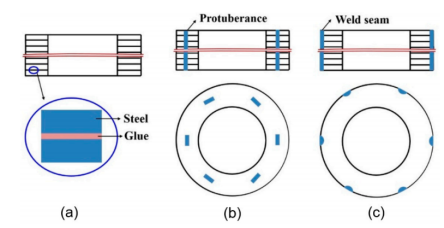
圖2 疊片鐵心代表性連接工藝示意圖(a)膠連接(b)機械連接(c)熔焊連接
相對而言,目前機械和熔焊連接工藝均已被廣泛應用。有研究人員比較了兩種具有代表性的V型機械連接工藝對環芯樣品的磁性能影響,發現機械鎖扣形成和機械鎖扣連接對低頻(如50Hz)鐵損增加的貢獻相當,而在高頻下,機械鎖扣連接導致的鐵損增加大于機械鎖扣形成的貢獻。同時,通過測量發現,磁導率和鐵損的倒數隨連接頭數量呈線性增加。在漸進式沖壓模具加工過程中,機械連接通常與熔焊連接相結合,成本上,機械連接工藝的成本比焊接工藝的成本略低,性能上,與熔焊相比,機械接頭在垂直于硅鋼表面方向上的強度低于熔焊接頭的強度,此外機械接頭在周期性載荷下的疲勞壽命也低于焊接接頭。因此,在高強度要求情況下,會聯合使用多個熔合焊道來提高機械連接的強度。
疊片鐵心熔焊的熱源包括激光、電子束、等離子弧、電弧(TIG、GTA、CMT)等。激光焊接作為一種高效、高質量的熔焊工藝,被認為是在高性能電機應用中最具發展前途的一項工藝。與其他熔焊方法相比,激光焊接可以實現較小的熱影響區,產生較低的殘余應力,最終得到具有較高磁性能的焊接疊裝鐵心。圖3為疊片鐵心的激光焊接示意圖。運動能量束連續熔化疊層的邊緣,在界面處形成有效接頭。連接工藝的關鍵因素如下:(a)層的特殊結構由數百片硅鋼疊片形成;(b)兩側的絕緣涂層,在動態熔焊過程中會因為涂層的熱解可能誘發焊縫氣孔;(c)機械強度和磁性的綜合要求。
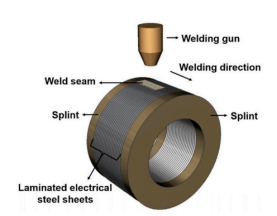
圖3 疊片鐵心的激光焊接示意圖
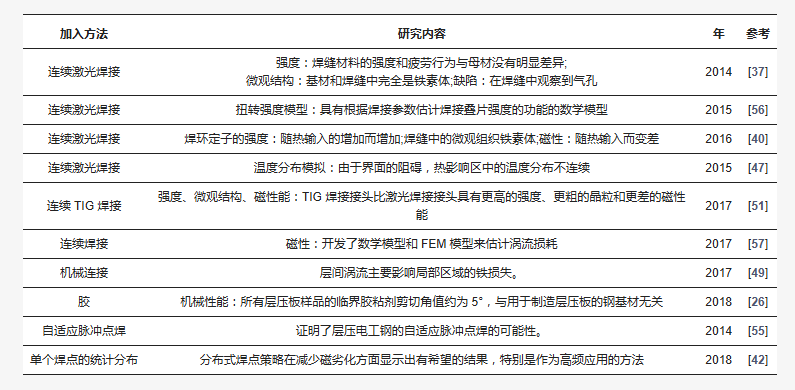
表 1 顯示了層壓電工鋼連接方面的代表性研究。影響連接層壓電工鋼疊片的關鍵因素如下:(a) 由數百塊電工鋼片制成的疊片的特殊結構;(b) 電工鋼板兩側的絕緣涂層,由于涂層的熱解導致滯留氣泡,這會影響熔池在熔合焊接過程中的動態,并可能在焊縫中產生氣孔;(c) 對強度和磁性能的綜合要求。以下部分將總結當前層壓電工鋼連接的研究,從而更好地了解具有行業巨大要求的連接過程。
表 1.層壓電工鋼連接的代表性研究
2.連接區域的特征
有研究人員分析了激光熔接焊縫的表面形貌和微觀結構,如圖4所示,焊縫表面質量較好,無明顯缺陷。由于硅元素含量較高,即使它以高冷卻速率凝固,焊縫區仍然主要由鐵素體構成。同時由于晶粒的外延生長,焊縫區出現柱狀晶粒向溫度梯度方向生長,在焊縫邊界附近的區域中觀察到細小的孔隙缺陷,這也為激光焊接頭表面和內部的微觀結構提供了一個認識。
在對機械連接頭的特性和硬度分布研究中。如圖5所示,鎖扣邊緣的較大局部變形形成了疊層之間的鎖扣連接,由于強化效應,邊緣區域的硬度增加。這為了解機械連接接頭的形狀和硬度提供了一個清晰的認識。然而,目前對鐵心連接區域特性的研究仍然有限,要明確材料無缺陷接頭的加工參數窗口、晶粒尺寸和取向等方面需要大量的工作。
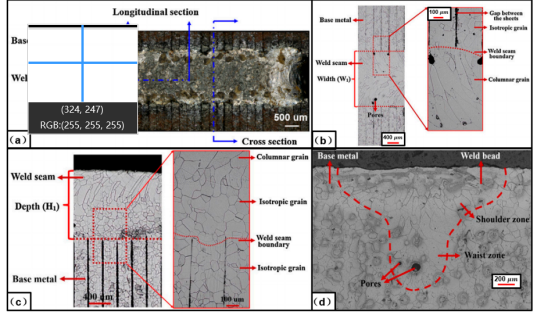
圖4 焊接速度為10 mm/s的激光焊接層壓電鋼的焊縫特點(a)整體視圖;(b)上表面;(c)縱截面;(d)橫截面
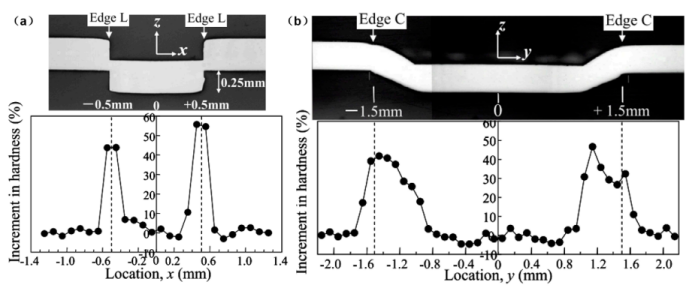
圖5 機械連接頭的橫截面圖和硬度分布(a)沿短邊方向;(b)沿長邊方向;顯微硬度每0.1毫米測量一次 3.連接過程的模擬
數據模擬對于揭示疊片鐵心連接過程的機制是一個非常有用的工具。在材料的熔焊領域數據模擬被廣泛應用,但在疊片鐵心中的連接模擬研究仍處于初始階段。疊片鐵心焊接模擬的難點之一是如何描述界面對焊接過程中傳熱的影響。有研究人員在ANSYS中建立了熱分析有限元模型,計算鐵心片層在激光焊接時的溫度分布,分析界面的演變,如圖6所示。在模型中,采用“出生”和“死亡”元素來描述界面對傳熱的影響,分別采用兩組熱導率值來描述界面熔化前后的傳熱能力。同時在以后的研究中還需要對材料在界面處的流動、溫度和殘余應力的變化等問題進行大量的分析。
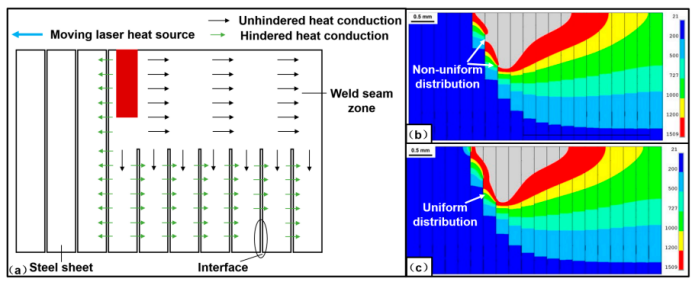
表6 (a)焊接過程中焊縫縱截面傳熱過程原理圖;(b)模擬界面傳熱阻礙焊縫縱截面溫度分布不均勻;(c)模擬界面吸收激光能量而熔化時焊縫縱截面溫度分布均勻
連接工藝對鐵心性能影響的測量
1.對機械性能的影響測量
疊裝鐵心連接工藝最大的挑戰是要同時獲得優異的機械性能和磁性性能。雖然電機中的定子和轉子對疊裝鐵心的接頭強度要求不高,但評估接頭的抗剪強度和斷裂剪切應變仍然很重要。圖1顯示了測量疊裝粘接鐵心的抗剪強度和斷裂應變的示意圖。在樣品制備階段,首先使用刮刀將粘合劑涂抹在方形鋼板上,并將其預固化至非粘性階段,然后將預固化粘合劑的鋼板堆疊形成六層疊片鐵心,并在160攝氏度下固化90分鐘。
采用三點彎曲實驗測量粘接鐵心的剪切強度,采用數字圖像相關法測量剪切斷裂應變,該方法是評估粘合層壓材料機械性能的一種行之有效的方法,但它對于機械連接或熔焊連接不太適用,因為這兩種方法的連接區域較小。
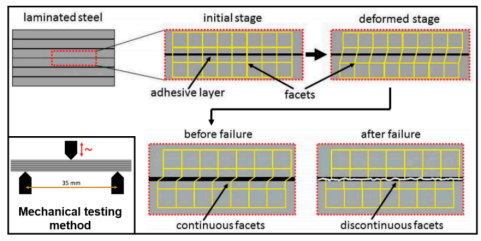
圖1 在現場應變分析的初始階段和理想化變形階段 研究人員開發了一個三顎卡盤適配器,它與扭轉測試機組裝,如圖2所示。該系統已成功地用于測量激光焊接環狀鐵心的扭轉特性,也可以擴展到測量用機械連接和膠連接的環狀鐵心的扭轉特性,以及實際電機中連接的定子和轉子的扭轉特性。
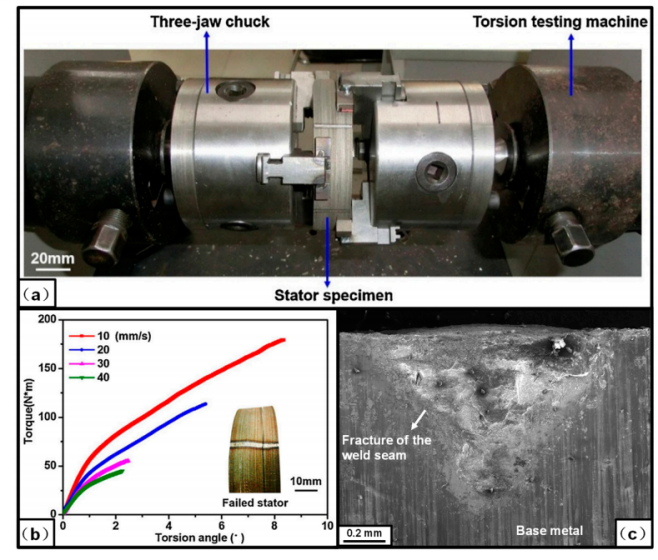
圖2(a)測量熔焊疊片鐵心扭轉特性的實驗系統;(b)激光焊疊片鐵心的扭轉特性;(c)斷裂的特征(此圖根據原始圖像重新編輯) 為了測量矩形樣品中焊縫的抗剪強度,研究人員設計了一種特殊的結構,其中兩個焊縫對稱地分布在鐵心的每個邊緣,如圖3所示。以上這些方法對于評估不同幾何形狀的鐵心連接強度都十分可靠。未來還可以利用數字圖像等相關技術來測量加載過程中的局部應變。
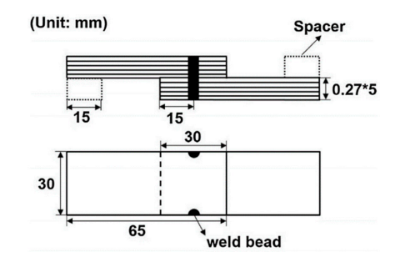
圖3 評估熔焊鐵心的搭接強度的試樣示意圖(在試樣兩側對稱設置焊縫,以保持平衡) 2.對磁性能的影響測量
磁性能是除扭轉強度外,評價疊片鐵心焊接性能的另一項重要指標。
焊接層壓層的鐵損耗可以用公式(1)計算: 其中,ρ1為電鋼樣品的密度,T為測量過程中的時間段。磁場H由公式(2)計算:
其中,ρ1為電鋼樣品的密度,T為測量過程中的時間段。磁場H由公式(2)計算:

式中,N1為主繞組匝數,I1為主繞組中的電流,L為等效磁路的長度,可由公式(3)計算得到: 其中D1為環層的外徑,D2為環層的內徑。通過公式(4)計算了通過層壓層的磁通密度:
其中D1為環層的外徑,D2為環層的內徑。通過公式(4)計算了通過層壓層的磁通密度:

式中,N2為二次繞組匝數,U2為二次繞組之間的電壓,S為二次繞組的截面積,可由公式(4)計算: 其中h是疊片的高度。實驗前,對焊接樣品進行繞組處理,并分別計算一次繞組匝數和二次繞組匝數。其他研究中也提到了類似的實驗系統來測量疊片鐵心的磁性能,所有這些系統都是基于相同的原理開發的。
其中h是疊片的高度。實驗前,對焊接樣品進行繞組處理,并分別計算一次繞組匝數和二次繞組匝數。其他研究中也提到了類似的實驗系統來測量疊片鐵心的磁性能,所有這些系統都是基于相同的原理開發的。
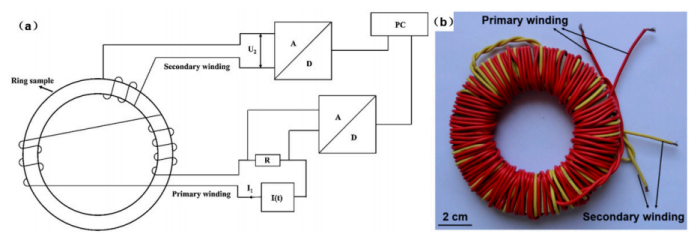
圖4測量磁性能的系統:(a)示意圖;(b)卷繞鐵心樣品。
I1是主繞組中的電流,I (t)代表產生電流隨時間變化的模塊,R代表電阻模塊,U2是二次繞組之間的電壓,A代表模擬信號處理器,D代表數字信號處理器,PC代表計算機 3.對渦流損耗的影響測量
機械連接和熔焊連接均會導致渦流損失的增加。有研究人員開發了一個有限元模型識別疊片鐵心的渦流特性,結果表明,與絕緣層完好的參考樣品相比,互鎖鐵心的渦流損耗增加明顯(圖5,b),以及疊片鐵心受到沖擊,定子鐵心被壓入電導性外殼時可能發生的額外電氣連接造成的損耗增加(圖5,c、d)。此外還有基于等效電路法建立數學模型計算焊接疊裝鐵心中的渦流損失,并建立有限元模型估算局部焊縫區渦流分布,如圖6所示。該數學模型估算的渦流損失與有限元模型擬合較好,可以以較高的計算效率估算實際電機中焊接鐵心的渦流損耗,而有限元模型可以較準確地估算焊縫區渦流損失的局部分布。
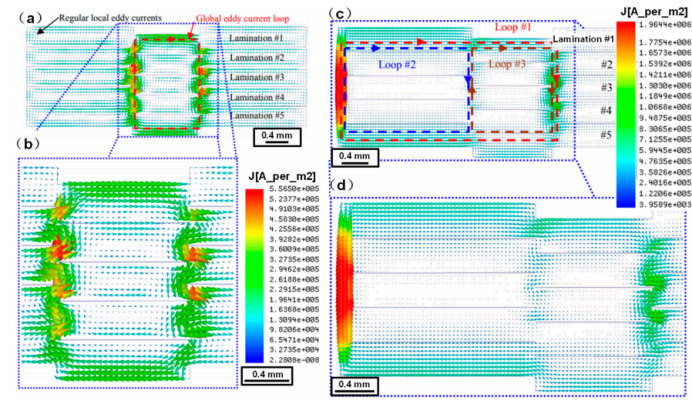
圖5(a、b)互鎖鐵心的橫截面圖;(c、d)邊緣邊緣鍍鎳;(a、c)整個橫截面;(b)互鎖區域的細節;(d)互鎖/鍍鎳區域的細節。
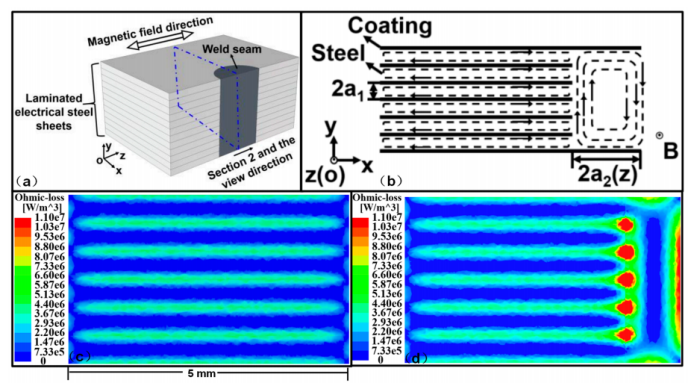
圖6(a)焊接鐵心原理圖;(b)替代磁場環境下焊接層截面的渦電流分布原理圖;(c)模擬非焊接層截面的渦流損失分布;(d)模擬焊接層截面的渦流損失分布。
新型連接工藝的研究
1.應力引起的磁性惡化
在制造工藝中,例如沖壓或切割、焊接,壓合等均會產生殘余應力,這會導致磁性能的惡化。有研究人員開發了一種使用局部材料模型對與應力相關的磁特性(如磁通密度)進行建模的方法,從圖1中可以觀察到拉應力引起了磁滯曲線的變化,可以說剩磁或鐵損等磁特性會因為機械應力而改變。此外其他研究人員還討論了制造過程中改性的晶粒結構對磁性的影響,未來的研究中應充分結合磁性能與材料的微觀結構聯系(例如晶粒尺寸、晶粒取向和磁疇等)。此外,在加載條件下對動態磁疇進行原位觀察,將更好地了解制造過程引起的磁性惡化。
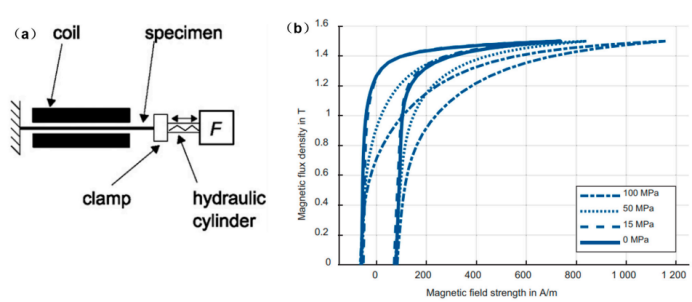
圖1(a)在負載狀態下的磁性能測量原理;(b)M400-50A在50 Hz下不同拉應力的磁滯回線2.不同熔焊方法的比較
與機械連接和膠接相比,熔焊連接較常用于高性能電機的應用中。為了找到最佳的焊接解決方案,研究人員比較了激光焊和 TIG 焊對疊片鐵心的微觀結構、力學性能、殘余應力和磁性能的影響(圖2),由于TIG 焊的熱輸入量較大,其焊縫成形尺寸大于激光焊,導致其抗拉剪切強度較高。TIG焊層間的接觸面積比激光焊接層間的接觸面積大,渦流損耗更大。此外TIG焊接層的殘余應力也大于激光焊接層,導致其滯后性能嚴重退化。綜上所述,激光的輸入熱量比TIG的輸入熱量的集中性和可控性要好得多,激光應成為疊片鐵心高質量焊接的較好熱源。
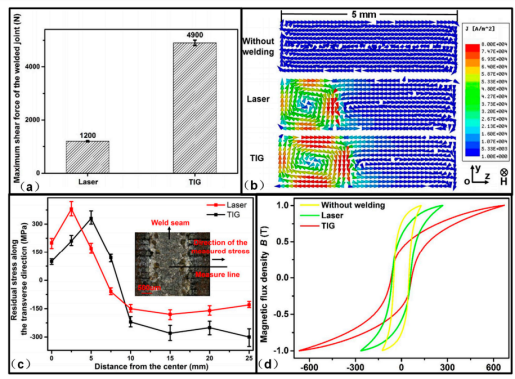
圖2 TIG焊接與激光焊接比較(a)最大抗剪力強度;(b)渦流分布;(c)殘余應力分布;(d)磁滯曲線 有研究人員開發了一種新型的鐵心焊接技術,與通常使用的連接整個貫穿整個鐵心垂直面的焊接技術不同,他們使用分布式單個激光點焊的方式,在整個層壓板高度上進行焊接,如圖3所示。實驗結果表明,在低頻下,具有垂直焊線的鐵心損耗較低,這是由于焊接的熱沖擊會引起鐵心的機械殘余應力,同時垂直焊線焊縫處受影響的晶粒體積也較小。在增加頻率后,渦流分量開始占主導地位,點焊樣品損耗增加開始明顯變小。因此,這種焊接方法對于高頻下應用的鐵心十分有效。
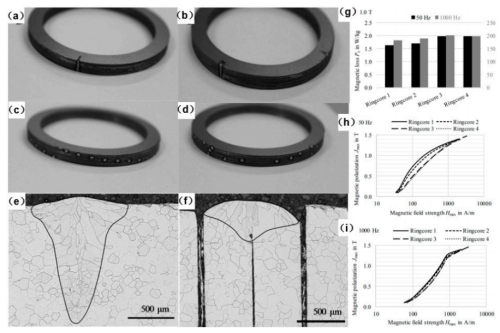
圖3 線焊層和點焊層之間的比較:(a)環形鐵心1,兩條線性焊接線;(b)環形鐵心2,四條線性焊接線;(c)環形鐵心3,螺旋形焊接點;(d)環形鐵心4,焊點的統計分布;(e)線焊的橫截面;(f)點焊的橫截面;(g)50 Hz和1000 Hz時的鐵損以及1.0T的磁感應強度。 有研究人員開發了一種鐵心自適應脈沖激光焊接新型技術,如圖4所示,該項技術通過在線監測鐵心層壓板之間的間隙位置,從而能夠在層壓板界面實現精準焊接。實驗結果表明,與工業生產中廣泛使用的傳統連續激光焊接相比,開發的脈沖點焊產生的特定功率損耗較低,并且提高了樣品的相對磁導率。質量控制對于提高焊接質量十分重要,可以將工藝監測集成到焊接系統中,以控制質量并相應地優化參數。光學,光譜,熱和聲學傳感器越來越多地單獨或組合使用,這對于提高質量控制十分有效。對于測量數據的評估,機器智能例如機器學習等都具有巨大的潛力。對于這些新型焊接技術的大規模應用,對焊接質量,微觀結構,機械性能和磁性能進行全面研究非常重要。此外,還應考慮焊接系統和每個定子的成本,以及焊接過程的可適用性和焊接系統的壽命。
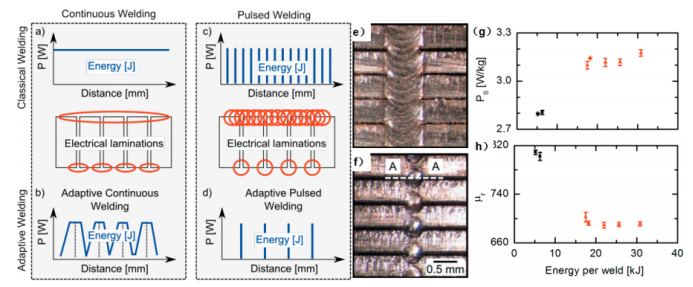
圖4 線焊疊片與自適應脈沖激光點焊疊片的比較(a)經典連續焊接;(b)自適應連續焊接;(c)經典脈沖焊接;(d)自適應脈沖焊接3.總結和未來發展
下一步需要對連接工藝對定子性能的影響進行全面調查,尤其是機械強度疲勞壽命和磁性能應作為評價疊片鐵心性能影響的重要指標,包括這些指標在高溫下的值,此外,還應核算每種連接工藝的成本。
未來,我們應該對磁性能退化機制進行更深入的研究。例如,可以通過熱成像儀原位測量焊接鐵心中的溫度分布;用于驗證由熱有限元模型計算出的鐵心中的能量損失分布。此外,還可以通過中子光柵干涉法,現場測量在交變磁場環境外部負載條件下鐵心中的磁疇變化,這種方法對了解應力引起的磁性能退化十分有效。
對于優化疊層電工鋼的連接工藝,未來還有很大的研究空間,我們應進行更多的實驗,以建立過程參數和鐵心性能之間的關系圖,模擬模型對于了解機制十分重要。
目前疊片鐵心的焊接模擬模型中,一般采用起始-終結技術描述激光照射下鐵心界面熔化時熱導率的快速增加。然而這種方法雖然可以表征界面在焊接過程中傳熱的影響,但無法分析間隙填充和殘余應力的演變過程。建議開發熱機械流體耦合模型,以深入了解這種焊接過程。
目前的研究大多集中在評估焊接鐵心的性能上,而沒有深入到實際電動機的性能研究中,通過實驗和模擬來研究焊接過程對電動機性能的影響是未來趨勢。
上一篇:西門子TIA Portal如何比較兩個浮點數相等
下一篇:如何提高數控機床精度
推薦閱讀最新更新時間:2025-06-13 13:23

 TT-DL-1電力電子技術及電機控制實驗裝置指導書
TT-DL-1電力電子技術及電機控制實驗裝置指導書 資料包_電機驅動,基于STM32
資料包_電機驅動,基于STM32 IGBT模塊:技術、驅動和應用(上海海事大學 640頁PPT課件)
IGBT模塊:技術、驅動和應用(上海海事大學 640頁PPT課件) 開關電源外圍元器件選擇與檢測
開關電源外圍元器件選擇與檢測
- AM1D-1515S-RZ 15V 1 瓦 DC/DC 轉換器的典型應用
- 【涂鴉智能】寵物喂食器&智能貓屋【未完成】
- 使用 ON Semiconductor 的 ADP1148 的參考設計
- ADR391B 2.5 Vout 微功率、低噪聲精密電壓基準的典型應用
- LTC2260-12 演示板,12 位 105Msps ADC,LVDS 輸出,5-170MHz
- DC528A,LTC1740 演示板,14 位 6 MSPS ADC
- DT-USB5734,使用USB5734 4端口USB-C/USB-3集線器的開發板,帶電池充電和串口
- 【課程設計】超小型紅外開機卡
- AHT10
- EV-AD74412RSDZ,用于評估 AD74412R 四通道、軟件可配置輸入/輸出的評估套件













 京公網安備 11010802033920號
京公網安備 11010802033920號